
This paper is intended to support sales staff in selling level measurement devices into palm oil applications. It is presenting some background information on palm oil processing and gives recommendations what level devices to use in these applications.
Introduction
The oil palms (Elaeis) comprise two species of the Arecaceae, or palm family. They are used in commercial agriculture in the production of palm oil.
 nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
The African Oil Palm Elaeis guineensis is native to west Africa (occurring between Angola and Gambia), while the American Oil Palm Elaeis oleifera is native to tropical Central America and South America.
Mature trees are single-stemmed, and grow to 20 m tall. Fruits grow in bunches; when ripe, each bunch of fruit weigh 40-50 kilogrammes.
Each fruit contains a single seed (the palm kernel) surrounded by a soft oily pulp.
 nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
Oil is extracted from both the pulp of the fruit (palm oil) and the kernel (palm kernel oil). For every 100 kilograms of fruit bunches, typically 22 kilograms of palm oil and 1.6 kilograms of palm kernel oil can be extracted. Oil palm is the only fruit that can give two types of oil. Palm oil comes from the flesh of the fruit and the lauric palm kernel oil from the kernel at the fruit's core. The two oils are separated in the oil palm bunches by the thick shell of palm kernels.
 nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
African oil palms were introduced to Java by the Dutch in 1848 and Malaysia (then the British colony of Malaya) in 1910. It was quickly noticed that oil palms grew more quickly and bore richer fruit in South East Asia than counterparts in West Africa. The relatively high yield and low risks from planting oil palms in South East Asia helped the industry to grow very quickly. The oil palm is also more productive in terms of oil production compared to other crops (soybean-, sunflower-, rapeseed oil), and is now being planted on a widespread basis in South East Asia.
 nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
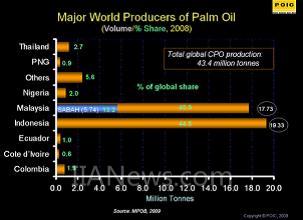
The world's biggest producers of palm oil are Indonesia and Malaysia.
The refined palm oil is used for a huge variety of downstream products. The edible oil is often used in the food industry, e. g. cooking oil, margarine, noodles, cakes, shortenings and cacao butter.
 nload="javascript:if(>500)=500" align=center border=0>
nload="javascript:if(>500)=500" align=center border=0>
Besides the food industry, the oleo-chemical industry is also using the palm oil. In this industry the palm oil is being refined to material used to produce soap, washing powder and cosmetics.
There are also projects to transform palm oil into bio-diesel.
Semi-solid at room temperature, palm oil can be fractionated into solid and liquid fractions, known as stearins and oleins respectively. It can also be processed through physical or chemical refining to yield either refined, bleached and deodorized (RBD) or neutralized, bleached and deodorized (NBD) palm oil and palm kernel oil. Combinations of these processes lead to various types of palm oil and palm kernel oil products.
There are three parties involved in the palm oil production: oil palm growers, palm oil extracting factories/palm oil mills, and palm oil refineries.
Instrumentation
There is hardly any level instrumentation being used by oil palm growers.
For sterilization, steam is needed. Thus, there is a boiler which usually has some bypass-mounted level sensor.
In the stripping, extraction and purification sections there are plenty of tanks, silos and pits for storing solid products or solid waste such as empty bunches, kernels, shells, well as plenty of process, settling and storage tanks for liquid (intermediate) products.
All these tanks are potential applications for continuous level measurement and point level detection.
As the properties of the liquids to be measured change as they proceed through the different processes, 伊玛EMA RB Series TDR level sensor are especially suitable in these applications since they can measure independent of the liquid properties; they can measure equally well in water, oil and mixed liquids, so the customer can use the same sensor for all his level measurement applications throughout the entire palm oil mill. 伊玛EMA RB Series TDR level sensors work very well in (palm) oil; an application that is too difficult to handle for many other level measurement principles.
 nload="javascript:if(>500)=500" align=right border=0>
nload="javascript:if(>500)=500" align=right border=0>
Palm oil mills are often small-scale operations in remote locations; very often in close proximity to the oil palm plantations. Those operations currently do not use much instrumentation to control their processes. That can be accredited to their limited funds and resources for investing into instrumentation and the perceived cost for installing and servicing the instruments in such remote locations.
However, TDR level sensors and vibration fork level switches are also well suited for small-scale palm oil mills due to their low cost, ease of installation, versatility, reliability and low maintenance.
TDR level sensors can be easily installed without extensive need for configuring the sensor. They can be simply top-mounted into the tank in virtually any location on the tank due to their powerful disturbance signal suppression; as opposed to radar sensors which have a lot of prerequisites for their mounting location and need a lot of configuration.
TDR level sensors and vibration fork level switches are the devices of choice for mostly all level measurement applications in palm oil mills.
oil palm growers
Ripe palm oil nuts (Fresh Fruit Bundles=FFB) have to be harvested and transported to palm oil extracting factories or so called palm oil mills for processing to extract oil from them within 24 hours. Otherwise the quality of extracted palm oil will deteriorate due to the arising fatty acids. Given this fact, palm oil mills have to be located close to the oil palm plantations.
Palm oil mills
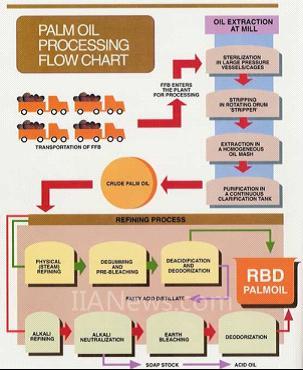
The manufacturing process for producing palm oil consists normally of four stages: sterilization, stripping, oil extraction and purification.
The Fresh Fruit Bunches (FFB) from the field are sterilized with steam in a sterilizer to loosen the fruits from fruit bunches and also to dehydrate the FFB by about 10 %.
In the stripping section, fruits and the palm leaves are separated from the bunch stalk by means of a mechanical bunch stripper. The fruits are then transferred to the digestion section where the oleosome membranes and cell walls are disrupted by the combined action of mechanical and thermal energy, thereby releasing the oil. A semi-solid mash constituting free oil, water, fibre, mucilage and the seeds embedded in it, enters the next step. The hot digested mash is subjected to pressure by a hydraulic press to expel the oil water mixture. The oil water stream from the press is clarified by decantation followed by purification in a high speed centrifuge.
This oil-water mixture then undergoes a separation process before the oil is purified and dried prior to storage. The water phase forms the bulk of the raw palm oil mill effluent, which is treated in the effluent treatment plant. Dry fibre and nuts after the press are separated in a winnowing system. The nuts are cracked to obtain the palm kernels while the fibre is used as fuel for the boiler.
Two kinds of oil are obtained from the fruits, Crude Palm Oil (CPO) and Crude Palm Kernel Oil (CPKO).
Crude Palm Oil is extracted from the fleshy fruit which contains 45 to 55 % oil which varies from light yellow to orange red in colour, and melts from 25 to 50 °C. CPO is used for manufacture of soaps and candles, and more recently, in manufacture of margarine and cooking fats. It is also used as lubricant, in textile and rubber industries.
Crude Palm Kernel Oil is extracted from the kernel and contains about 50 % oil. Similar to coconut oil, with high content of saturated acids, mainly lauric, it is solid at normal temperatures, and is nearly colourless, varying from white to slightly yellow. This non-drying oil is used in edible fats, in making ice cream and mayonnaise, in baked goods and confectioneries, and in the manufacture of soaps and detergents.
Instrumentation
伊玛EMA RB Series TDR level sensors are the ideal choice here. They are priced very attractively, work very well in oil and they can also measure down to the bottom of the tank, which is a problem for other sensors, due to the heating coils and agitators at the bottom of the tanks which heat-up the CPO to +40…+60 °C, and the agitators mix up the media for a uniform product temperature.
Often, the storage tanks are also made from thin sheet metal (for cost reasons). This leads to the effect that the metal roof of the tanks can get deformed from temperature differences between night and day or prolonged exposure to direct sunlight. This has the effect that the beams of non-contact level sensors, i.e. radar, get misaligned and thus, produce faulty measurements. This is not a problem for TDR level sensors.
In these processes there are a lot of process and storage tanks; either for the palm oil or for necessary process liquids, e.g. acid. TDR level sensors and vibration fork level switches will work well in all those liquids.
Differential pressure sensors have problems with unstable surfaces, vacuum and bleaching earth build-up in these processes. TDR level sensors do not have such problems and work reliable here.
Non-contact level sensors, i.e. radar, also have problems with the many obstacles inside a bleaching tank (inlets for the steam tracing, bleaching earth and palm oil). The powerful disturbance signal suppression features of TDR level sensors can handle such obstacles and it will perform well here.
Vibration fork level switches can be used at the bleaching earth hopper to control the amount of bleaching earth which is added to the mixer.
Currently low-cost TDR level sensors cannot be used at temperatures higher than +150°C. However, options for higher temperatures will be available in the future.
Heating coils inside the stearin storage tank must be utilized to avoid solidification. Solidified stearin frequently causes problems to traditional measurement principles such as floats or pressure transmitters. It can also disturb non-contact radar in terms of changes in the dielectric constant and building slopes which reflect the radar wave away from the antenna. All this is not a problem for TDR level sensors. They can measure in types of liquids, solids, slurries and pastes.
TDR level sensors are also the ideal choice for the olein storage tank since they work very well in oil.
Palm oil refineries
Crude palm oil which comes directly from the palm oil mill is stored in several tanks. This is the raw material for every refinery and oleo-chemical plant.
The degumming and neutralisation process removes gums or sticky materials by adding phosphoric acid in a mixing tank from the CPO. By filtering or separating the mixture, clean CPO can be further processed.
The bleaching process changes the CPO colour to an attractive golden yellow colour. Degummed CPO is mixed with bleaching earth under vacuum conditions in the bleacher tank. Inside, sparging steam is used to obtain a homogenous mixture. To get the Bleached Palm Oil (BPO) it has to go through several filters where the bleaching earth and impurities are removed. These processes use temperatures of +90…+120 °C and vacuum (90…120 mbar abs).
Deodorization of edible oils removes unwanted smell and taste by subjecting the oils to sparging steam under high vacuum and high temperature. After this process, RBD is obtained for use in many other downstream products. These processes use temperatures of +230…+260 °C and vacuum (2…10 mbar abs).
Dry fractionation separates RBD palm oil into olein and stearin. A typical plant consists of crystallisation and filtration sections. During crystallisation, RBD palm oil is being heated up first and then cooled under a controlled cooling program inside the crystrallisers. At the end of this cooling program, the oil becomes a slurry of crystal and liquid oil. The slurry is then fed into the filtration section which consists of membrane filters to separate the olein (liquid oil) and stearin (crystal). These processes use temperatures of +22…+75 °C at ambient pressure.
Instrumentation
TDR level sensors and vibration fork level switches can be used for the drop tank.
Currently low-cost TDR level sensors cannot be used at temperatures higher than +150°C. However, options for higher temperatures will be available in the future.
The flaker dip pan is the location where TDR level sensor can be mounted to measure the level inside the flaker. They work well here since they are not influenced by the fumes in the flaker.
All these supporting processes also involve tanks which can be fitted with TDR level sensors or vibration fork level switches. In addition, there are also condensate recovery tanks.
The hydrogenation process converts the unsaturated oil into saturated oil. The purpose is to raise the melting point, increase the oxidation and heat stability of the oil. This process also improves the colour, taste and flavour of the oil. These processes use temperatures of +120…+200 °C (heating) and +70…+80 °C (cooling) at pressures of 5...10 bar.
The oleo-chemical splitting process is divided into hydrolysis and distillation process. The Palm Kernel Oil (PKO) is first preheated before entering the splitting column (hydrolysis) under high temperature and pressure employing Sparging steam, glycerine will be dissolved into the water to form crude glycerine. The crude glycerine is then transferred to a boiling process to remove the water content and the final product is pure glycerine. Glycerine is widely used in cosmetics and pharmaceutical products.
The remaining fatty acid which floats on top of the column is called crude fatty acid. From the distillation process, crude fatty acid is further separated into an altered C-chains. The different C-chains of fatty acids are widely used in cosmetics and soap products.
These processes use temperatures of +250…+300 °C at pressures of 50…60 bar (splitting column) and +200…+250 °C at vacuum 2…5 mbar abs (distillation column).
After the splitting of various C-chain fatty acid models, the high carbon fatty acids are normally sold as solids due to their higher melting point, particularly the stearic acid (C18). They are either sold in flake or ball form with the former being more popular. The flaking process is a process to convert the liquid stearic acid to flake form. This is done using a rotating drum filled with circulating, chilled water, partially submerged in warm liquid stearic acid. When the drum is rotating, a thin layer of stearic acid will stick to the drum and be solidified by the chilled water inside the drum. At the other end of the rotation, a metal scraper will scrape this solidified stearic acid to form flakes.
There are several supporting processes that are needed for refining palm oil:
Steam and nitrogen gas: Steam is widely used in the refinery and oleo-chemical process for heating up the medium. Nitrogen gas is commonly used for tank blanketing to reduce oxidation of oil and purging of pipe.
Cooling and Chilled Water: Cooling (13… 25 °C) and chilling (7… 13 °C) are used in the refinery for cooling of oil in the dry fractionation plant.
Hydrogen gas: Hydrogen gas is used in the hydrogenation plant.
Pump protection: Pump or empty pipe protection are widely
implemented in all refineries and oleo-chemical plants.
(Ralf Quattlaender)











